

Skipping the Solvent
dry processing of electrodes

At the beginning of the year, Tesla announced that they had finally cracked dry processing for electrodes. This is something they promised back in 2020, and has taken 5 years to come to fruition.
It was about time for us to do a deep dive on dry processing, and so Román & Issy caught up with Sam Burrow and Joe Stevenson from Anaphite, the Bristol based company commercialising dry processing, to get a well-rounded picture of where their tech is at as well as the business of changing an entire industry’s process.
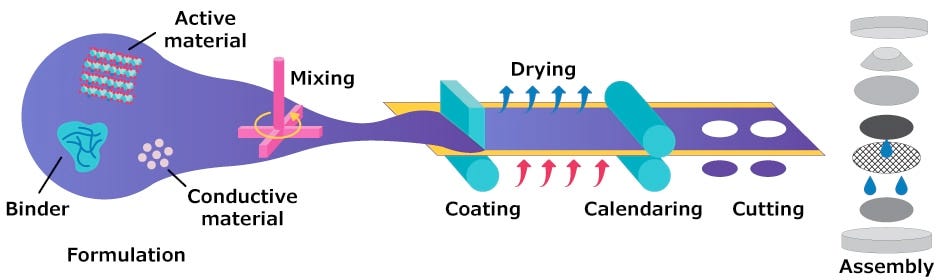
Dry processing is quite literally removing the solvent from the production of electrodes. A wet coating process mixes a slurry, with cathode or anode active material, coats it onto foil and then uses ovens to dry off the solvent. The commercial solvent used in gigafactories across the world is NMP, which is non-volatile and can dissolve the binder PVDF. NMP is however a very nasty solvent, classified as a reproductive toxicant and skin, eye and respiratory irritant.
Dry processing removes the need for 1) solvent and therefore 2) drying, making it significantly lower cost, lower energy and also much better for the environment and workers by removing NMP.
Anaphite was founded back in 2018, so did the Tesla announcement back in 2020 change anything for you?
What they did was get the whole battery industry excited about dry coating. Saying, “Hey, we are going to do this really difficult thing” gave many people in the industry the confidence to pursue the technology as well. If you look at the patent filings before and after they made the announcement, it has led to an explosion in the field of lithium-ion batteries from other companies in Korea and increasingly in China as well. Their announcement and intent supercharged the rest of the industry.
Talk us through dry processing, how does it work differently to wet processing at scale in a factory?
Your raw materials come in and you make an electrode. The mother roll is then taken off to be slit and assembled into cells. What you are changing is the process of transforming raw materials into that electrode mother roll, which is fundamentally a different way to make basically the same product, replacing the front end of the cell manufacturing process.
The binders that are used to make wet coated electrodes don’t work for dry coating. There are different fundamental principles behind how you turn the powder into an electrode, and a different recipe for each different machine type. A set of rollers will shape the powder into a sheet, like making lasagna or your favourite sort of gluten-based layer.
Once you’ve made the film, you can then attach it to a foil, which normally has primer. The film formation step is like the extrusion of your slurry in a slot dye. Then coating, drying and calendaring in your wet coating process are replaced by a single lamination step where you attach your film to the current collector.

You make it sound straightforward, what’s the biggest challenge in doing this?
The fun bit is where we focus: in the preparation and design of the powder, which is as important as the preparation and design for the wet coating slurry process. With wet slurries, there are rules and ways of thinking that have been laid down over decades of work on designing these slurries, but with dry processing this is brand new technology. You just don’t have the shortcuts like a rheology trace for wet slurry, knowing exactly what it means. For dry coating, those relationships just don’t exist, so it’s much more interesting but more challenging to get it right.
How should we conceptualise dry coating? Everyone can relate to painting for wet coating, how do you explain this one?
Most of the really useful analogies actually come from cooking. We’ve got textbooks on industrial baking in this building. When you’re kneading bread, you’re stretching gluten and making a structure that holds stuff together. The PTFE is doing something really quite similar. Look at one of these machines that we use for processing the powder and it looks an awful lot like a pasta machine, squashing sticky powder together to make a sheet. It’s no coincidence really that an awful lot of the machinery that’s used in the front end of these processes is made by people who come from flour milling and those sorts of industries, for wet and dry actually.
Dry coating is one broad way to group a subset of coating processes, as removing the solvent gives several potential routes to achieving the ‘film’ of active material.
There are many different flavours of dry coating, different fundamental principles behind how you turn the powder into an electrode. There are different recipes for the powder, and different machine types to make that electrode shape from the powder.
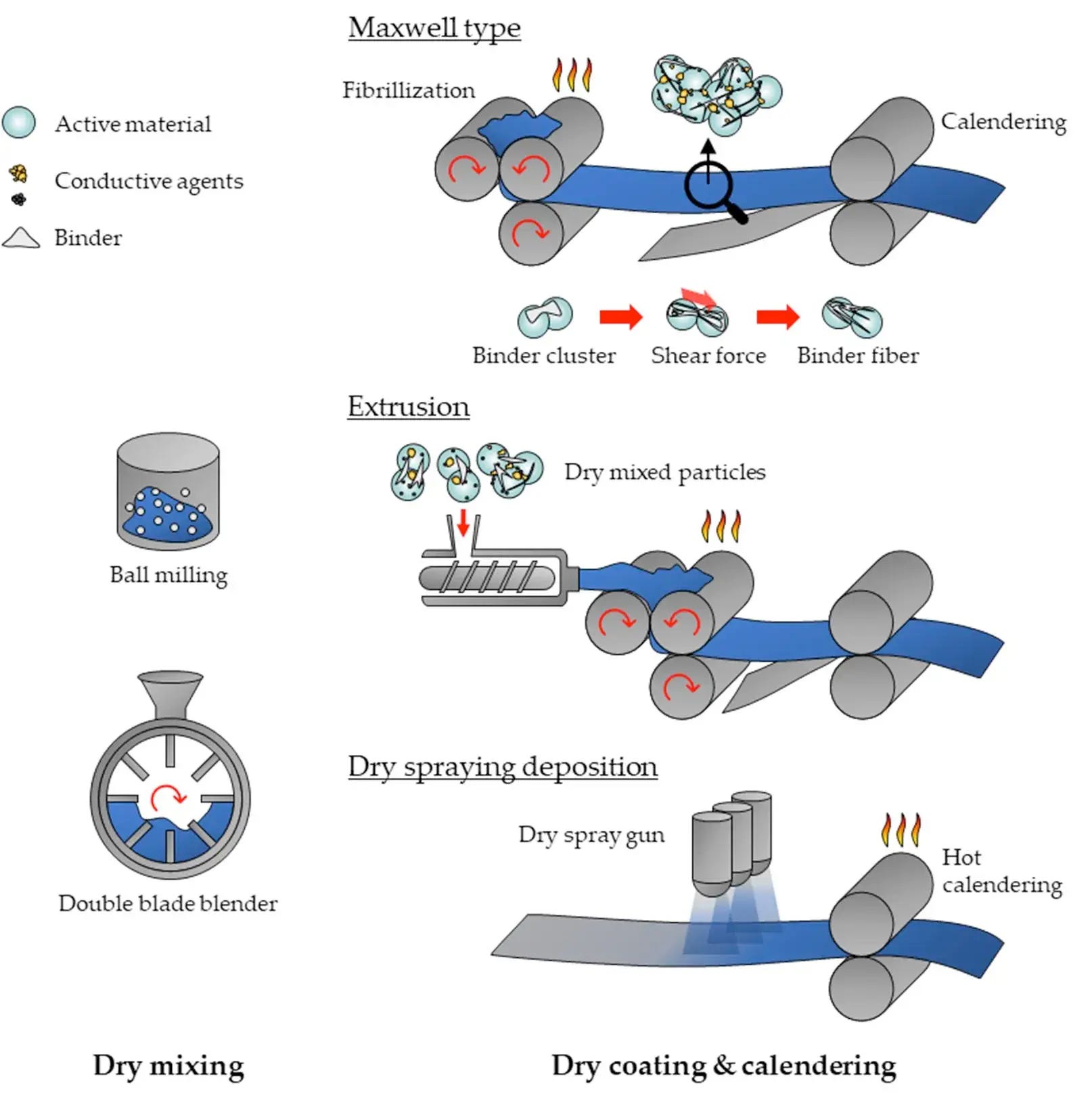
The Maxwell-type route, which was developed by Maxwell Technologies and later acquired by Tesla, is the most popular and it is how dry battery electrodes gained momentum. This process involves dry mixing of active material, conductive additive and binder, followed by a fibrillation step by means of applying shear force, but more on this topic will come later in the article. Then, in a final step, a self-standing film is obtained by passing the mixture through rolls, which is later laminated onto a current collector.
A route that is getting more attention is the extrusion-type, where the differences occur inside the extruder. The steps of the Maxwell route also take place, but the material undergoes additional distributive and dispersive mixing, resulting in better particle and binder distribution. The main drawback of this route is the necessity of extra equipment, which makes the overall process more complex.
An alternative route is dry spray coating, in which a dry powder mixture is sprayed directly onto the collector. This route is different from the other two in the sense that the mixture is sprayed and it does not rely on a fibrillation step. However, this approach is more difficult to scale and some practical issues like good adhesion or high loading deposition remain challenging.
How do you differentiate your approach as the best when it’s a brand new product in a brand new market?
Like any process, you have a requirement for a certain set of properties in the product, in this case an electrode mother roll. It’s quite easy to have these conversations because you’ve got that defined factory intermediate at the end of the process and the properties that can be delivered from the process. Then it comes down to economics.
What’s the capital requirement, how much does it cost you to set the line up, how long does it take you to get the line running, what’s the throughput on the line, what’s the yield, how much good stuff are you making and how much are you throwing away? What’s the confidence on that? It’s easier to invest in something that has been done successfully 100 times than it is to invest in something that has never been done before, same as any manufacturing process.
There are different ways of making dry electrodes which will give you different properties in the finished product. There is a little bit of product design in it but most of it is about how manufacturable and how good the process is at making electrodes.
How different do you find selling a process rather than a material?
I don’t think it is that different because what we’re selling is a process for a product. The only difference is who runs the process.
If the customer is at any sort of scale, they’re going to want to validate the process. Car makers don’t say, ‘I’ve got 50 billion euros of revenue riding on something, but I’m not going to bother seeing how they make it.’ The product, usually an electrode specific to a cell design, needs to be developed, then the process needs to be validated. In the end it’s just a question of who runs the process.
PTFE and its behaviour
Among the different elements that make dry coating possible, the choice of binder is extremely important as it maintains good adhesion between the dry components. While binders have this role in both wet and dry electrodes, they are particularly important in dry processing, as no solvent is present during preparation to help the mix. However, both PVDF, the wet process binder, and PTFE, the dry process binder, are fluoropolymers, at a time when the EU is imposing sweeping bans on PFAs, with time-limited exemptions for battery components.

You need different binder systems and the most well-known and famous one is PTFE. When you make PTFE, you sometimes use fluoride disinfectants and those are really nasty molecules that can get out into the environment. The reputable suppliers that are making PTFE have good abatement and they control the release of these materials. If you don't have that abatement, then that is where some of its reputation has come from as quite a damaging material.
Then when it's in the battery there are some other really nasty materials that you also don't want to get out into the open. One thing to remember is that you're replacing another fluorinated polymer. If you're looking at cathodes, you're replacing PVDF with PTFE, not making something worse. Dry coating does potentially enable the use of non-fluorinated polymers in future formulations. That's at a quite an early stage, most people are still using fluorinated polymer.
There are several different types of the same named polymer depending on the different resin used, processing and any additives.
How do you choose the type of PTFE?
Like anyone else working with materials and batteries, you have to know your suppliers and work closely with them to select the right materials for different applications. Sometimes you might want the PTFE to be different because of the way you make the powder, or you need it to be different in the coating, or in the electrode. And in some extreme cases, you need it to be different from the electrochemical perspective. At the anode potentials, PTFE can react with lithium irreversibly and you want to avoid that sometimes. There are lots of reasons to change the binders, but luckily the binder suppliers are working really hard on helping to develop or select these materials.
Fibrillation
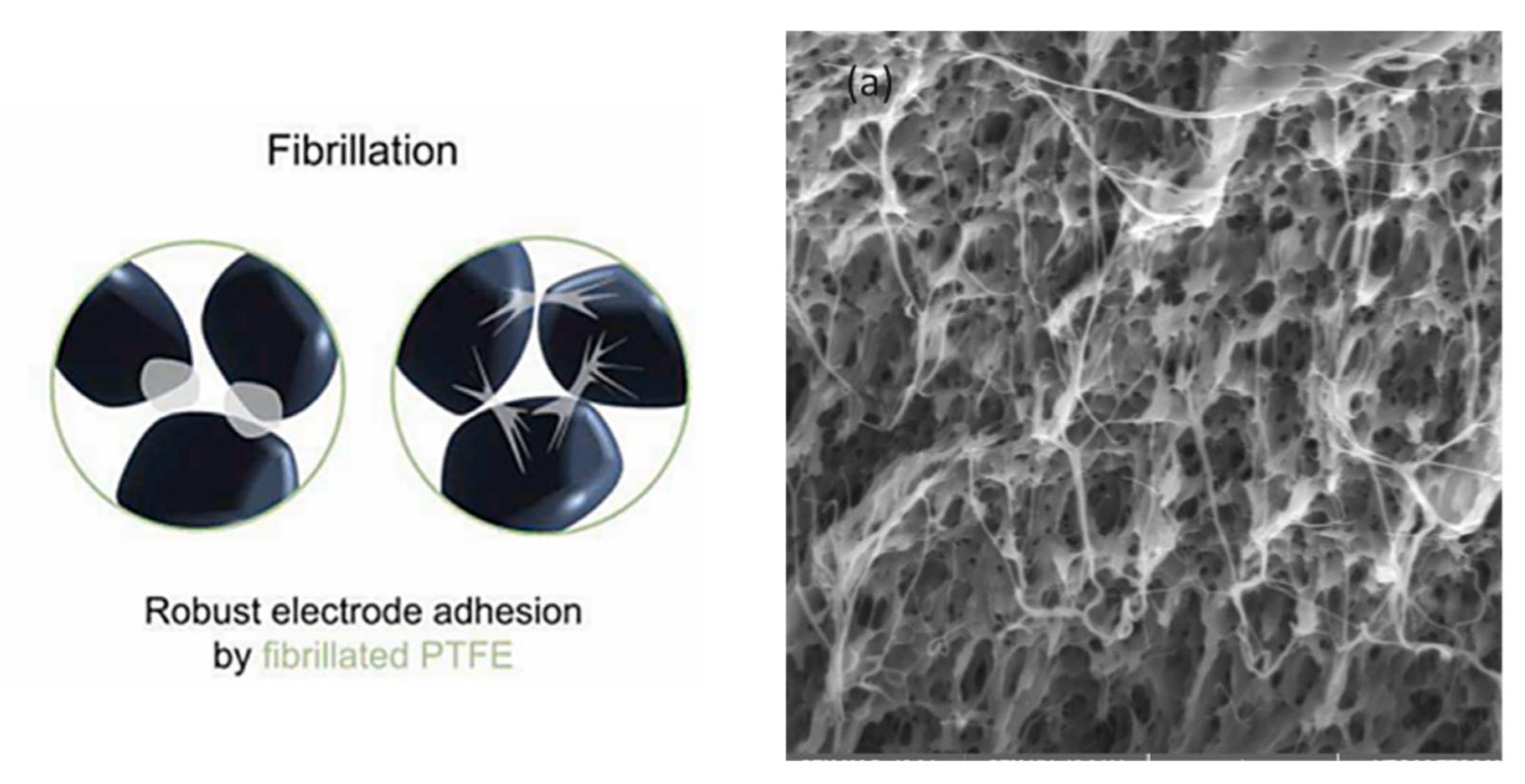
In its basic form, PTFE is found as agglomerates composed of long chains, which can be transformed into long fibrils through a process called fibrillation. This involves applying a high shear rate, which forces these agglomerates to turn into a network of elongated fibrils.
The ability to fibrillate is due to PTFE’s highly crystalline structure and high molecular weight composed of linear chains of –(CF2–CF2)– units. C-F bonds give chemical inertness and low surface energy, preventing the particles from flowing like other polymers, with viscoelasticity. The intermolecular bonds are weak, meaning the individual carbon chains can unfold and stretch into long fibres. Under shear, the agglomerates deform and the chains orient into elongated fibrils.
What is fibrillation and why is it such an important property for dry coating?
It's a really cool property of the PTFE that very few polymers have. At surprisingly low temperatures you can get it to extend by a massive factor, forming fibres of 10-20 microns long from particles which are 300 nanometres across. It's quite a dramatic extension that you can create within your electrode and that fundamentally is what allows PTFE to stick the components of the electrode together to form this film, strong enough to survive this process of making an electrode without any solvent. Where the PTFE is in your electrode dictates how it responds to your coating process, and how strong and how flexible your electrode is.
What makes PTFE-based systems difficult to work with and how is Anaphite solving these issues?
There are similar interactions between the binder and other components that you get with a wet process. If you have a very high surface area material like LFP or some NMC suddenly your binder or electrode starts to behave differently. You might need to add more binder or put the binder in a different place to maintain a good property and good active material content.
Some things about it are surprising. PTFE is really good at forming these fibres, but often you can't control it very easily. It'll do it too early or too late and that can affect your manufacturing. What we do as a business is basically control the distribution and the state of the fibralising binder so that it's processable into a high-performance electrode.
Do you have a breakthrough that Anaphite has achieved recently?
It can be very difficult to make an electrode that's flexible and strong if you have a very high surface material. One of the biggest headaches in dry coating at the moment is getting LFP to work because it has high press density and high-power performance. These are micron scale particles, not 10-30 micron scale materials that you'd use with NMC or graphite anodes.
We've put a lot of work into finding the right microstructure of LFP, carbon and PTFE and other components in such a way that you have a good enough electrical network for your electrochemistry, PTFE network and binder network for your mechanical properties, and keep the active content really high as well. It's possible to make an electrode quite easily if you have a lot of PTFE in there, but it's not a good electrode.
One of our most dramatic advances has been to pull down the inactive content by a long way. By selecting the right materials and getting the microstructure right we managed to achieve the combination of a flexible electrode with Gen 4 LFP which can reach really high press density and a really high active material content of 98%. Inside that 2% we squeeze enough conducting structure and binder to hold together the powder into a film shape, stick it to an electrode, and maintain the good properties. That's one of our most advanced products because it has been really difficult to engineer, but it's why our customers work with us. We have the expertise to design and make these materials and help them solve some key challenges in making batteries cheaper with dry coating, without sacrificing the performance that they expect.

A dry future awaits
Having answered the what and the how of dry processing, finally we needed to dig deep into the ‘why’ people are investing millions in this technology all over the world beyond just avoiding NMP.
It’s about energy cost and footprint, capital expenditure and the CO2 as there’s more regulation on the carbon intensity of battery and electric vehicle production. The primary driver for the shift to dry coating is energy cost and energy availability. People always forget to talk about it but if you need many hundreds of MVA for your facility there aren’t very many places you can go where that is available.
There are general improvements you can make increasing yield and reducing cost but with any process there is a window of what it can do and what outputs it can get. With wet coating it’s difficult to make very thick electrodes. It’s also difficult to use things like sulfide-based electrolytes which react with some solvents you might choose to use in wet coating.
We started to wonder about whether this technology could enable the manufacture of next generation electrodes, like solid state, which are notoriously difficult to process at scale.
Most of our work is on electrodes for current technology liquid electrolyte cells. But solid state is an important driver for the technology.
Anybody who wants to make a standard capacity NMC electrode has a workable wet process that has been optimised over 40 years. Then the dry coating is just an alternative. If you’re putting solid electrolyte in, that wet process won’t work because your electrolyte will react with your solvent. You need a process change, and your choice is either to use some quite weird solvents and completely new binder systems or go dry. A lot of the impetus on dry coating is coming from solid state.
To get dry coating to work, you need to put into your coating machine a well-structured homogeneous powder with the right active material contents (high 90s) to be competitive with wet coating. We’ve got a very special way of doing it and that’s our particular advantage with solid state. You’re adding a fourth major component into that system and one that behaves quite differently. It doesn’t really like being smashed about much. It becomes practically difficult if you’re using mechanical mixing to get this powder distributed. How do you distribute your PTFE without smashing up all of your electrolyte? It’s really quite a difficult challenge and it’s the design of those powders that we bring to the party primarily. We have to know how to apply them of course as well. It’s the tricks around making the powder that then enable the dry coating is our main aim as a business.
Final question, if you walked into a battery factory in 10 years, do you think anyone will still be using wet coating?
Probably yes. The lines that are being built at the moment are mostly wet coating and there is a slow change over. It depends on the risks and the costs and benefits. We’ve been around a number of facilities where they’ve kept a corner of the electrode production for their dry coating line so that they can switch stuff in later on. Some people don’t like changing processes without changing the product, and they’ll wait for another generation of cells to come along before they introduce the new process. But the changeover will come.
The active material content can’t be pushed quite as high as a wet coating, although we’re working on that as well. Broadly speaking, people may not switch over all at once if dry coating is not yet delivering everything they want. But that’s what we’re working on: what electrode design are customers looking for?
The more interesting question is whether anybody will be building wet coating lines in 10 years’ time. I think I’d hope not. They work really well but it’s a mad way of doing it really. If you just look at the cost, the energy required and the solvents… The trouble permitting a large facility with NMP is almost a ban in some places. If you say ‘this new facility, I want to keep 200 tons of NMP on site,’ that’s enough to put off a lot of permitting authorities. We’re working to make sure that you’d be mad to build a wet line in 10 years’ time.
And with that, it was the end of our time chatting to Anaphite, and we hope you enjoyed reading this article.
🌞 Thanks for reading!
📧 For tips, feedback, or inquiries - reach out
📣 For newsletter sponsorships - click here